Published 23rd June 2017
No synchrotron source can function without them. The radio frequency (RF) cavities restore the energy lost from the electrons as they circulate and emit synchrotron radiation. For EBS, a new design of RF cavity is needed to cope with the smaller beam size. These new cavities have been designed, manufactured and delivered. They are in the process of commissioning, ready for installation inside EBS.
“These large copper chambers are designed to a specific shape and size so that the electromagnetic waves become resonant and build up inside the cavity. Each time the electrons pass through the RF cavities, the electromagnetic field contained inside the cavity transfers energy to the particles and pushes them forwards”, says Vincent Serrière, ESRF engineer behind the electro-magnetic design of the new cavities.
The field inside the cavity is made to oscillate at a set frequency. Inside the ESRF-EBS storage ring, the RF cavities are tuned to 352.37 MHz. The electron beam inside the storage ring is organised into packets, or bunches and the bunch length is mainly determined by the RF system. It is very important to maintain the exact frequency otherwise the electrons will see a different field every time they enter a cavity, making them oscillate around unstable trajectories within the bunch until they eventually crash.
Unlike the bunch length, the bunch width is mainly determined by the lattice, or magnet configuration. With a radical change in the lattice for EBS, the bunch size will be smaller and more sensitive to perturbations. Although the bunch size is not dependent on the RF parameters, the RF cavities play a major role in building up instabilities because of their interaction with the beam, which is, in itself, a strong electromagnetic source. With the current RF cavities, it would be impossible to store a stable beam in the new EBS and cavities equipped with HOM dampers are needed. The HOM dampers are simply waveguides mounted beside the cavity, loaded with ferrites: the geometrical dimensions of the waveguides are conceived to let through only the electromagnetic modes at frequencies higher than 352.37 MHz that may disturb the beam stability, but to confine the 352.37 MHz fundamental mode within the cavity. The ferrite loads are designed to absorb the overall incoming electromagnetic radiation.
“The new RF cavities are based on an original design by BESSY. The ESRF developed the cavities further, smoothing out the imperfections in the original cavities and brought improvements. It’s been teamwork here at the ESRF and with BESSY, and BESSY has since been able to benefit from these developments for their own cavities”, says Vincent.
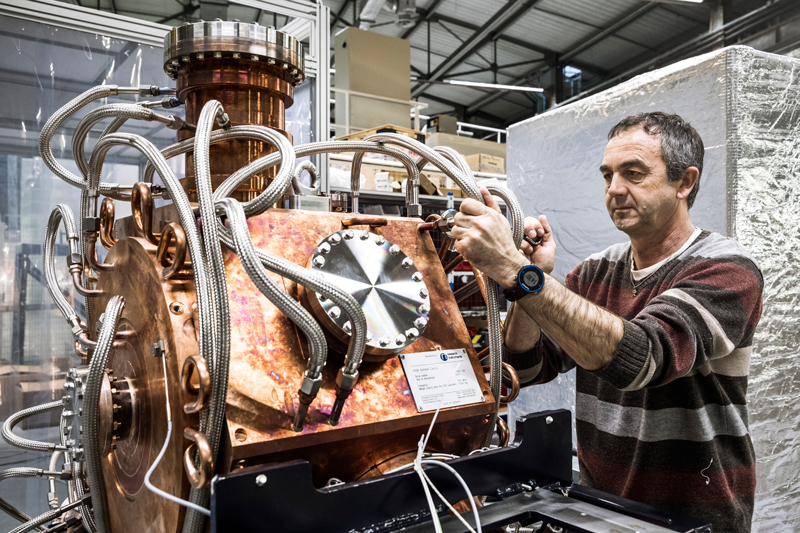 Didier Boilot, technician in the RF group outside the laminar flow canopy. ©ESRF/S. Candé
Didier Boilot, technician in the RF group outside the laminar flow canopy. ©ESRF/S. Candé
The new cavities were developed in-house in compliance with the beam parameters of EBS. A call for tender went out mid-2013 and three companies were contracted to provide three prototypes, all with the same electro-magnetic design and with two different mechanical designs. The task included much discussion with the industrial partners as manufacturing procedures needed to be changed. “For example, one major question was how to efficiently braze the ferrite on the metallic body of the HOM absorbers, two materials that do not usually assemble together”, says Bernard Ogier, technician in the Mechanical Engineering team and in charge of the mechanical design of the new cavities.
At the end of 2013, one of the prototypes was selected to equip EBS. Today, 10 of the 12 cavities ordered have been delivered and are under commissioning. On delivery, the cavity is not operational and has to be fitted in-house with all the ancillaries such as vacuum pumps, tuners, couplers, vacuum gauges and other equipment used to monitor the vacuum, cabling and fluid cooling network. Once these appendages have been fitted, the cavity is closed for site acceptance tests which involve a one-week bake-out at 130°C , necessary to clean their inner surfaces after the installation of the ancillaries.
“For the first cavity, two of our technicians needed one month and a half to complete the cavity and now that we have refined and optimised the procedure, it takes us just two weeks to complete the cavities, bake-out included,” says Alessandro D’Elia, ESRF engineer in charge of the follow-up of the manufacturing contracts and installation of the new cavities.
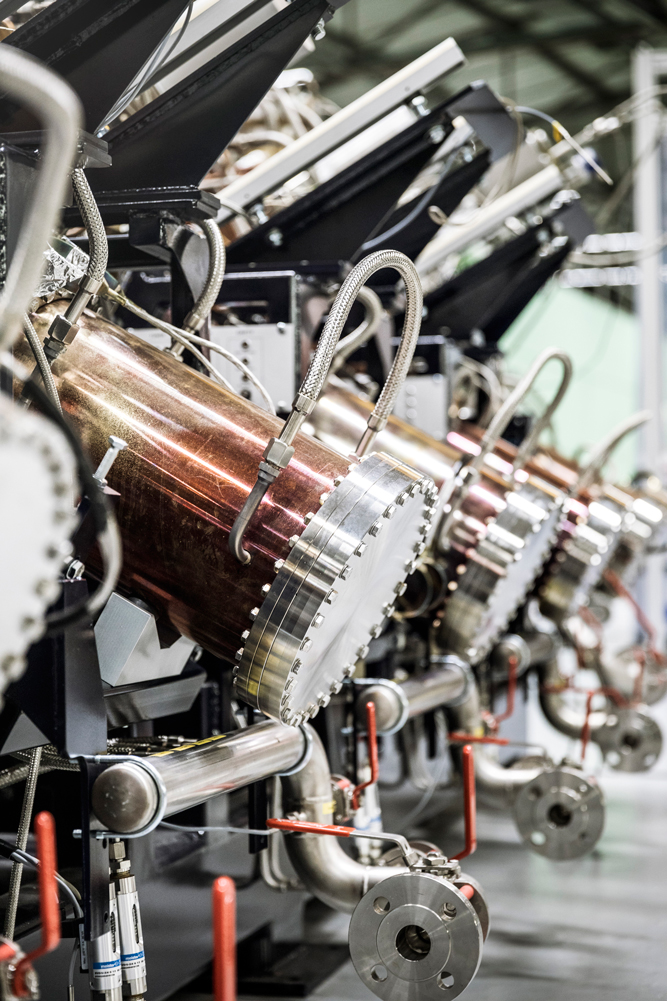 One of the mechanical challenges during conception was how to efficiently braze together materials that do not usually assemble. ©ESRF/S. Candé
One of the mechanical challenges during conception was how to efficiently braze together materials that do not usually assemble. ©ESRF/S. Candé
The cleanliness of the inner body is a crucial aspect in the efficient functioning of the cavities. The cavities have sent back a low reading for vacuum showing that the surfaces inside are very clean. “Vacuum is around 2-3.10-11 mbar”, says Alessandro. “That’s about the same as on the surface of the moon, but sometimes the pressure levels are so low that they cannot be picked up by the pressure gauges! This cleanliness is due to the manufacturer having done a good job and also to the assembly of the equipment being carried out inside a laminar air flow canopy which evacuates any ambient dust.”
Next, the cavity is moved to the test stand to be conditioned. This involves exposing it to radio frequency for the first time. “A new cavity is like a new car, you need to break it in gradually. The RF conditioning is a “step-by-step” process that involves slowly raising the cavity voltage to 750 kV. In each step you start with short RF pulses up to a continuous RF wave (CW). When the cavity is able to sustain in CW this level of power with a decent vacuum level (usually in the range of some 10-9 mbar), then you can move to the next level of power. Of course, the very good quality of the cleanliness of these cavities hugely helps: we had originally allowed for 2-3 months to fully RF condition one single cavity, but in reality we need only 2-3 weeks”, adds Alessandro.
The EBS project is nearing the installation stage, with new examples of progress increasingly visible every day around the site. All the RF cavities will be conditioned for end 2017. HOM dampers will be delivered from autumn 2017 to summer 2018 to complete the preparation stage ready for installation inside the storage ring in 2019.